
盛天機械產(chǎn)品分類
實踐技術:混凝土攪拌機軸端漏漿分析與改進
添加時間:2024-11-25 | 文章來源:盛天機械
混凝土攪拌機作為攪拌站的核心部件,,其運行的可靠性關系到整個攪拌站的正常生產(chǎn),。一旦發(fā)生故障,將給客戶帶來巨大損失。而軸端漏漿作為影響攪拌機可靠性的主要故障之一,一直受到各界學者的關注,。本文以某品牌攪拌機為例,從制造,、裝配環(huán)節(jié)對軸端漏漿產(chǎn)生的原因進行了分析,,并提出相應的改進措施,,以提高軸端密封的可靠性及使用壽命。
1 軸端密封原理
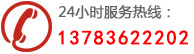
如圖 1 所示為某品牌攪拌機軸端密封結(jié)構(gòu),。內(nèi)迷宮環(huán),、內(nèi)座腔固定在攪拌軸上,隨攪拌軸轉(zhuǎn)動,;外迷宮環(huán),、外座腔固定在殼體上;座腔內(nèi)放置一對浮動環(huán),,左側(cè)浮動環(huán)在 O 形圈摩擦力作用下隨內(nèi)座腔一起轉(zhuǎn)動,,右側(cè)浮動環(huán)跟隨外座腔靜止不動,兩浮動環(huán)相對旋轉(zhuǎn),。
該密封結(jié)構(gòu)由三道密封組成:第一道為油脂密封,,通過向迷宮環(huán)與浮動環(huán)之間的小間隙腔體內(nèi)持續(xù)注入黃油,,使油脂充滿整個腔體以阻隔混凝土的進入,;第二道為浮動環(huán)密封,通過 O 形圈壓緊兩個經(jīng)過配對研磨的浮動環(huán),,兩環(huán)端面緊密貼合形成密封面,,進而阻止混凝土的進入;第三道為骨架油封密封,,主要防止浮動環(huán)內(nèi)腔的黃油泄漏,,保證浮動環(huán)密封面得到充分潤滑,起降溫減磨作用,。
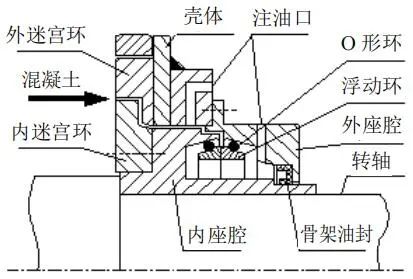
圖 1 軸端密封結(jié)構(gòu)
2 軸端漏漿分析
因第一道密封并非封閉腔體,,油脂與混凝土之間無法形成絕對隔離界面,而是混合在一起流至浮動環(huán)處,,故第一道密封僅起到緩沖作用,。第二道密封依靠緊密貼合的浮動環(huán)形成絕對隔離,是軸端密封的主密封,。故本文重點分析影響浮動環(huán)密封性能的各項因素,。
2.1 端面比壓
端面比壓即為兩浮動環(huán)中間接觸面的壓力,其直接決定了浮動環(huán)的密封性能,。壓力由兩側(cè)的 O 形圈提供,,而壓力的大小由內(nèi)、外座腔的相對軸向尺寸決定,。
經(jīng)分析,,影響內(nèi)、外座腔相對軸向尺寸的因素主要有攪拌軸的軸向尺寸精度,、殼體端板間軸向尺寸精度以及軸套軸向尺寸精度等,。因攪拌軸與殼體均較長,,受機床加工能力與精度的限制,其軸向尺寸偏差較大,,通過尺寸鏈計算,,內(nèi)、外座腔裝配到位后軸向相對尺寸偏差約±1.5mm,。而內(nèi),、外座腔間的相對軸向尺寸偏差標準在±0.5mm 以內(nèi),故已嚴重超標,。導致兩浮動環(huán)的端面比壓不符要求,,進而影響浮動環(huán)的密封性能。
改進措施:單純依靠提高機加尺寸精度較困難,,可通過在裝配環(huán)節(jié)控制,,消除尺寸鏈偏差。如圖 2 所示,,優(yōu)化外座腔裝配方式,,外座腔與殼體端板間留有調(diào)節(jié)間隙。當內(nèi),、外座腔外部間距 t 調(diào)至設計尺寸時(t 可用量具測得),,浮動環(huán)間的端面比壓即符合標準,密封性能得到保證,。
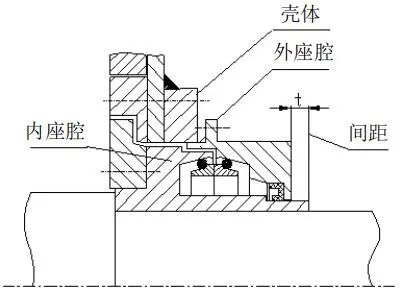
圖 2 改進后軸端密封結(jié)構(gòu)
2.2 浮動環(huán)定位精度
浮動環(huán)在安裝中需保證 O 形圈不得扭曲或脫落,,且浮動環(huán)需對中且不得歪斜。
通過對實際安裝過程跟蹤發(fā)現(xiàn),,工人通常采用螺絲刀將 O 形圈與浮動環(huán)撬入座腔內(nèi),。這使得 O 形圈產(chǎn)生一定的扭曲,且在座腔內(nèi)深淺不一致,。同時通過測量浮動環(huán)周圈端面至座腔端面距離發(fā)現(xiàn)周圈距離不一致,,最大相差 1.5mm,表明浮動環(huán)相對座腔已歪斜,。這將導致兩浮動環(huán)端面無法完全對正,,且周圈預緊力不一致,進而影響密封性能,。
改進措施:制作如圖 3 所示工裝,,安裝時先將 O 形圈、浮動環(huán)與座腔對正,,然后利用工裝均勻下壓即可,。經(jīng)試驗證明,該方法操作簡單,,且能有效保證 O 形圈與浮動環(huán)在座腔中的定位精度,。
圖 3 工裝
2.3 O 形圈性能
浮動環(huán)的預緊力來源于 O 形圈的壓變形,,因此 O 形圈的各項性能參數(shù)至關重要。經(jīng)查詢相關標準,,O形圈需滿足:(1)常溫下,,硬度為 60±5(邵氏 A 度),拉伸強度不小于 11MPa,,扯斷伸長率不小于 300%,。(2)120℃ 條件下,經(jīng)過 70 小時壓縮永久變形率應不大于 20%,,硬度變化應不大于 0~+6(邵氏 A 度),。通過對失效浮封檢測,部分 O 形圈拆掉后仍處于變形狀態(tài),,沒有及時回彈,,說明 O 形圈已失去彈性,導致浮動環(huán)預緊力降低,,進而影響密封性能,。
改進措施:使用符合標準的 O 形圈,裝配前對其性能參數(shù)進行檢測,。
2.4 注油方式
從圖 1 可以看出,,在浮動環(huán)與骨架密封圈之間有注油口,,為確保浮動環(huán)有足夠油脂潤滑,,通常采用氣動注油槍注油,一直加注到從骨架密封圈處有油脂溢出為止,。骨架密封圈的密封壓力約 0.05MPa,,理論上該壓力不會造成 O 形圈的變形,但因采用氣動注油槍,,供油速度較快,,當油脂從骨架密封圈出溢出時,內(nèi)部壓力已遠高于 0.05MPa,,這將造成 O 形圈移位變形,,進而影響預緊力,造成密封失效,。
改進措施:在浮動環(huán)與骨架密封圈之間開設一泄油口,,注油時打開泄油口,當油脂從泄油口流出后注油完畢,,再將泄油口堵上即可,。
3 總結(jié)
經(jīng)分析,影響該品牌攪拌機軸端密封性能的因素主要有:(1)端面比壓不達標,;(2)浮動環(huán)定位精度較差,;(3)O 形圈性能不達標,;(4)注油方式不合理。其相應的改進措施分別是:(1)通過裝配測量方法消除尺寸鏈偏差,;(2)利用專用工裝保證浮動環(huán)定位精度,;(3)使用符合標準的 O 形圈;(4)開設泄油口消除高壓變形,。
經(jīng)驗證,,改進后軸端密封的可靠性得到顯著提升,軸端漏漿故障率明顯降低,,使產(chǎn)品在提升質(zhì)量的同時,,為客戶的利益提供保障。